053288983878
13506391056
13506391056


摘要:本文就以木工機械中的砂光機為例,介紹臺達機電產品在其設備上的綜合應用。該控制系統基于臺達HMI、PLC、和變頻器等自動化產品,實現了設備的技術升級與高效節能,體現出臺達自動化產品較高的性價比。本系統的實際運行顯示:臺達產品穩定可靠,操作直觀簡單,控制效率高,值得業界同行借鑒和推廣。
關鍵詞:PLC;變頻器;HMI;RS485;砂光機.
1 前言
當前我國經濟的快速發展和現代化水平的不斷提高,木工行業的發展突飛猛進。尤其是近年來作為國民經濟支柱行業的房地產迅速崛起,使得人們對于家具的要求越來越高,這就刺激了各種木工行業的快速發展。近十年來,木工加工制造業經歷了許多加工控制和自動控制的技術改革。許多應用設備從原始的機械控制開始,逐漸發展到結合機械結構的繼電器邏輯控制,但是傳統的繼電器控制存在控制效率低,抗干擾性差,設備故障率高等問題,隨著當前自動化控制技術的發展,已經逐漸為PLC和變頻器的控制所代替。隨著木工行業的發展,相應的對于木工機械設備的要求越來越高,相應的控制難度也越來越高,控制系統自動化程度要求也愈來愈高,根據設備不同會應用到不同種類的工業自動化產品,客戶需要根據控制對象的不同選擇相應的設備來進行控制系統的構建。
臺達機電至今已經能為客戶提供PLC控制器、溫度控制器、計數器、人機界面、變頻驅動器、伺服驅動器、數控系統等一系列產品,可以向客戶提供完善可靠的機電一體化解決方案。本文基于臺達產品構建了一套先進的砂光機控制系統,實現砂光機的高效工作和電氣控制,值得業界借鑒并推廣。
2 工藝分析
木工砂光機通常指利用砂帶、砂布(紙)砂光工件表面的木工機床。帶式木工砂光機把無端的環形砂帶張緊在 2個或3個帶輪上,驅動砂帶作連續運動,一個張緊輪還作少量翹動使砂帶產生橫向竄動。用于平面加工的砂光機有固定的或移動的工作臺。本文系統中的砂光機用于板材的拋光,根據設備的工位可分有八道工序,即:粗銑-精銑-擺動砂光-擺動砂光-第二次粗銑-第二次精銑-固定砂光-固定砂光。設備要求不管長短板都能自動砂光,而且可以任意調整砂光板的長短。
3 控制系統
3.1 系統組成
系統硬件配置如表1所示:

表1 控制系統硬件配置表
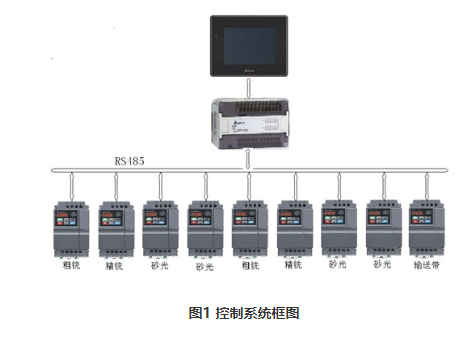
控制系統框圖如圖1所示:
3.2 設備分析
(1)可編程控制器
系統中采用臺達DVP60ES00R2 PLC,保證了系統具備較高的動態響應能力,又滿足了木工行業對成本控制的要求。通過RS485和變頻器進行通訊,通過網絡給定控制頻率和讀取各個工序的輸出頻率,電流及相應的報警信息。
(2)臺達變頻器
系統選用臺達VFD-EL系列變頻器。八道工序每道工序配置一臺1.5Kw的變頻器,再加上一臺2.2Kw的輸送帶變頻器,共配備了九臺變頻器。
(3)觸摸屏操作面板
本系統人機對話友好,配置了一臺DOP-B05S100觸摸屏用于顯示運行狀況和修改工序的電氣參數,方便了工藝操作和系統維護,提高了設備的檔次。
4 上位機畫面及功能
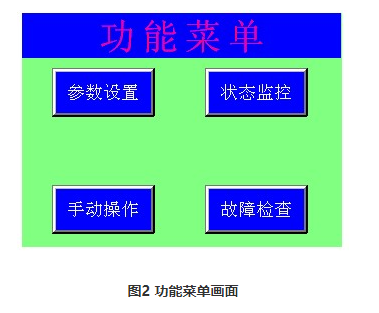
(1)功能菜單畫面如圖2所示。
功能菜單包含了參數,狀態監控,手動操作,故障檢查功能。
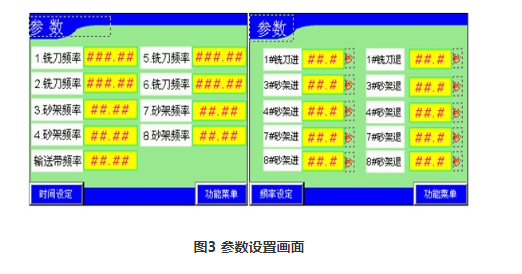
(2) 參數設置畫面。
各個工位的變頻器頻率通過人機輸入,經PLC通過RS485傳送道變頻器中;通過各個工位時間的設置,可以調整木板砂光的位置。參數設置畫面如圖3所示。
(3)手動畫面,可以通過手動操作控制各個工位,便于維護,如圖4所示。

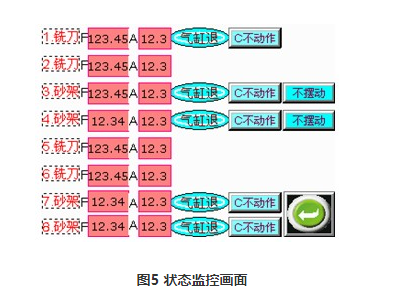
(4)狀態監控畫面,可以監控設備的運行狀態,通過RS485及時讀取變頻器的輸出頻率及工作電流。如圖5所示。
(5)系統報警畫面,監控各個工位是否正常,如圖6所示。

5 結語
木工是一個環境非常惡劣的行業,工作環境對工人的身心健康影響很大,越來越多的木材加工廠開始引進自動化加工設備。本次合作的設備廠家是廣東地區生產該類設備的大廠,在本行業具有很強的影響力。系統運行實踐證明:臺達機電產品組成的強大的整合能力及高性價比的變頻器運行穩定,安全可靠,效率極高,完全能滿足行業各種運行環境的要求,必將在木工行業得到廣泛的推廣和應用。
本文標簽:
版權說明:如非注明,本站文章均為青島金宏森機械有限公司原創,轉載請注明出處和附帶臺達機電產品在木工機械上的應用本文鏈接。





 上一篇:
上一篇: