053288983878
13506391056
13506391056


木工平刨床是專門用于木料手面加工的機械,是木材加工必不可少的基本設備。平刨床通過刨刀軸縱向旋轉,對橫向進給的木料進行銑削,來實現木材的平面加工。手工進給的單軸平刨床是常用類型,它完全敞開外露的刨刀軸,手工推壓木料從高速運轉的刀軸上方通過,是本機床最大的危險。常見傷害事故是刨刀切割手指,防止切割傷害的關鍵是解決刨刀軸的安全防護。
洪聲木工機械平刨床的用途
能保證毛料的被加工面加工成平面;使被加工表面成為基準面;裁口。
木工機械平刨床分類及結構組成
木工平刨床根據核心最大刨削寬度,可以將平刨床分為輕型(200-400mm),中型(500-700mm)和重型(800-1000mm)三類。
平刨床的結構組成
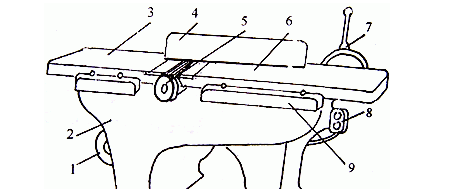
洪聲木工機械 平刨床 結構示意圖
1-電動臺 2-機身 3,6-工作臺面 4-導尺 5-刀軸
7-工作臺調整手柄 8-電鈕 9-偏心軸架護罩
平刨床主要由機身、工作臺、刀軸及驅動裝置三大部分組成(如上圖)
木工機械平刨床工作臺調整和進給
工作臺是木材刨削的操作平臺,由前、后兩塊工作臺板、導尺(也稱靠山)、工作臺板升降機構組成。
(1)工作臺各部分的功能。工作臺板前長后短,起導向作用,使刨削有穩定的平面基準;前矮后高,二者的高度差為刨削深度。臺板采用鑄鐵結構,安裝在刨刀軸兩側,露出刨刀軸全長,在靠近刀軸一側鑲有一塊尖角的鋼板,形成工作臺與刀軸的開口,在鋼板損壞時,便于維修和更換。這個部位稱作唇口(也稱刨口)。工作臺面應平整、光滑,不得有凹坑凸起,防止木料通過時發生彈跳、側倒而造成傷害。導尺橫跨在兩工作臺之間,立貼在機身外側,作為引導木料送給的側面基準。升降裝置可調整工作臺板高度和刨削開口量。
(2)工作臺升降機構常見的有偏心軸式和傾斜導軌式兩種。升降機構必須能自鎖或設有鎖緊裝置,防止受力后工作臺位置自行變化而引起危險。
①偏心軸式升降機構。其結構和工作原理見圖13-2,搬動手柄4通過四連桿機構6,便裝設在機身3上的偏心軸5轉動,驅使工作臺在偏心距范圍內移動,從而使工作臺升降,同時調整與刀軸的間距。
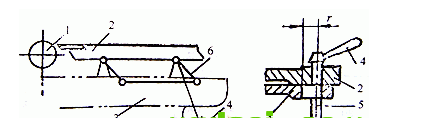
圖13-2 偏心軸式升降機構
1-刀軸 2-工作臺 3-機身 4-手柄 5-偏心軸 6-四連桿機構
②傾斜導軌式升降機構。其結構和工作原理見圖13一3,轉動手輪7通過絲杠5和螺母4,使工作臺沿機身8上的楔形導軌3和6上升或下降。
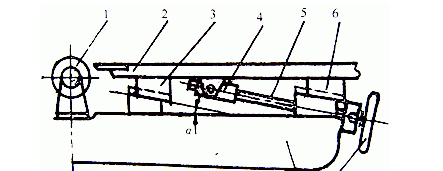
圖13-3 偏心軸式升降機構
1-刀軸 2-工作臺 3,6-楔形導軌 4-螺母 5-絲杠 7-手輪 8-機身
(3)兩工作臺板唇口間的水平距離稱為工作臺的開口量(見圖13-4)。開口起斷屑作用,開口量大小直接關系到安全。開口量大,刀軸外露區域大,手觸碰刀具的可能性就大,傷害程度就厲害;反之刀軸外露小,安全性也就高。但開口量也不能過小,如果開口量過小,不僅增加刀軸與唇口接觸的可能性,而且使機床的動力噪聲急劇增加,盡而不利于安全。開口量與刀軸切削圓的大小、工作臺升降機構的型式、采用的安全裝置種類、工作臺的位置以及切削深度都有密切的關系。最大切削深度為5mm平刨床的開口量須滿足表13-2的要求。
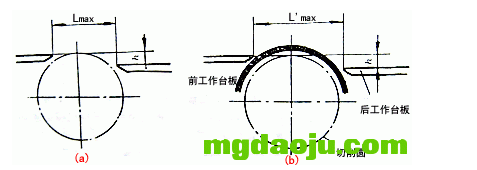
圖13-4 最大開口量示意圖
(a)無內護罩 (b)有內護罩
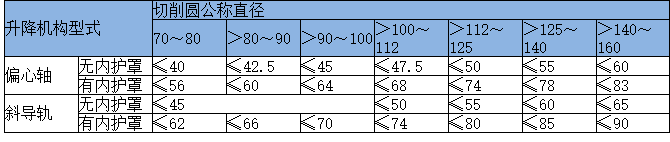
表13-2普通平刨床最大開口量Lmax許用值
注:內護罩是指唇口下方的一種遮蓋刀軸的圓弧形防護罩(見圖13-4b)。
刀軸及其驅動裝置
刀軸是乎刨床的工作裝置。刀軸有效長度與工作臺面等寬,刨削工件的最大寬度取決于刀軸的有效長度,并以刀軸長度作為平刨床的基本參數。刀軸旋轉切削工件的動力是由電動機通過皮帶傳動裝置供給。刀軸是由刨刀體、主軸和刨刀片組成,裝入刀片后的總成,稱為刨刀軸或刀軸。刨刀體是用來安裝刀片的金屬本體,有棱柱形和圓柱形兩種(見圖13-5)。
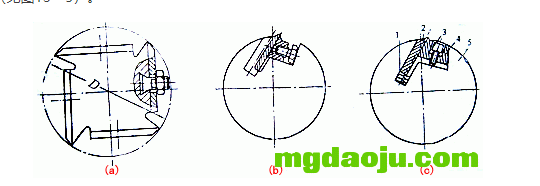
圖13-5 刨刀軸類型
(a)方刀軸 (b)圓刀軸 (c)改進后的圓刀軸
1-彈簧 2-刀片 3-螺栓 4-壓刀條 5-刨刀軸
(1)刨刀軸的種類與安全:
①方刀軸。在正方形的刨刀體上有四個槽孔,刀片用穿過刀片槽孔的螺栓固定在刨刀體的四個面上(見圖13-5a)。這種刀軸的安全性很差,刨刀體的棱柱形本身就構成了不安全因素,當手誤碰刀軸,會造成斷指事故;而最大問題在于在刨削過程中一旦刀片松動,會造成飛刀事故。方刀軸僅限制在有防護裝置的壓刨床上使用。
②圓刀軸。在圓柱形的刨刀體上均勻開有幾個梯形槽(見圖13-5b),刀片裝在槽內,并通過緊固螺栓頂住壓刀條,產生對刀片擠壓力來緊固刀片。為便于用扳手擰螺栓,在刨刀體上預留出裝刀槽。刨刀體采用圓柱形比棱柱形無疑更安全,但長貫整個刀軸的裝刀槽仍構成安全隱患,當手指意外觸碰時,卡入裝刀槽里,會造成嚴重切傷甚至斷指傷害。
改進后的圓刀軸(見圖13-5c)將壓刀條截面制成梯形,內六角緊固螺栓嵌放在壓刀條內。旋緊螺栓時,螺栓頂在裝刀槽底部,使壓刀條往外圓方向移動,楔卡在槽中,并用側面將刀片擠住,壓刀條外線與刀體外線基本處于同一圓周上,將裝刀槽填平,僅在刀片附近留一出屑槽。如果手誤觸刀軸,雖然不可避免會傷及手指皮肉,但可避免斷指事故,安全性比前兩者好。
(2)刀片。刀片用來刨削木料。在通常的切削狀態下,由于刀軸的高轉速,使刀片受的離心力遠遠大于切削力。若刀片在徑向伸出量過大,會引起切削力增大,萬一手誤觸造成的傷害程度也大;若刀片伸出量不一致或崩牙損害,會使刀軸受旋轉不平衡力作用且切削力不均勻,工件會因受不平衡切削力而側倒,或因受周期性沖力而彈跳;若刀片過窄或緊固不牢,在強大離心力的作用下,刀片在徑向會產生不對稱的滑移,甚至造成刀片飛出傷人。
(3)刀軸、刀片及其裝配的安全要求:
①平刨床使用刀袖的刨刀體應為圓柱形,手工操作的平刨床嚴禁使用方形和各種棱柱形刨刀體。組裝后的刀槽應為半封閉形或封閉形(見圖13-5b,c)。
②刨刀片的寬度大于30mm,重磨后的寬度不得小于原寬度的2/3。
③組裝后的刨刀片徑向伸出量應控制在1.lmm之內,刀片在刨刀體端截面上的徑向伸出量允差不得大于0.05mm。
④組裝后的刀軸須經強度試驗。該試驗要求切削含水率為15%的中等硬度木材,在送料速度為8~16m/min、切削深度為2~4mm、刀軸轉速不低于4500r/min情況下,連續切削5min后,刀片不得有卷刃、崩刃或顯著磨鈍現象。
⑤組裝后的刀軸須經離心試驗。該試驗啟動次數為3次,每次穩速的試驗時間為10min。每次啟動分三擋升速法:第一擋為額定速度;第三檔為試驗轉速即2倍的額定轉速;第二檔為二者的平均值。試驗后壓刀條相對于刀體的滑移量不得大于0.15mm,切削圓直徑變化不大于0.3mm。
⑥刀軸的驅動裝置所有外露旋轉件都必須有牢固可靠的防護罩,并在罩上標出單向轉動的明顯標志。它還必須設有制動裝置,在切斷電源后,保證刀軸在下述規定的時間內停止轉動:刨床寬度≥300mm的為10s;刨床寬度<300mm的為5s。此外,它還應設有刀軸定位的止動鎖定機構,保障刀片裝卸時的安全。
本文標簽:
版權說明:如非注明,本站文章均為青島金宏森機械有限公司原創,轉載請注明出處和附帶木工機械平刨床工作臺調整示意圖及注意事項本文鏈接。
 上一篇:木質新材料對木工機械發展的影響
下一篇:電鋸分類
上一篇:木質新材料對木工機械發展的影響
下一篇:電鋸分類