053288983878
13506391056
13506391056




拿到一臺新的設備時,需要對封邊機進行調試,讓設備達到最好的封邊效果。
導向板調節
放置待封木板時要保證把木板的待封邊面兩端都貼緊導向板的工作面。若木板一部分進入輸送帶之后發現木板前端和后端沒有同時和導向板貼緊,需要調整導向板。
調節方法:關閉電源,卸下導向板上的防護罩,通過調節螺釘,調節導向板工作面與輸送帶側面的垂直距離。
銑刀調節
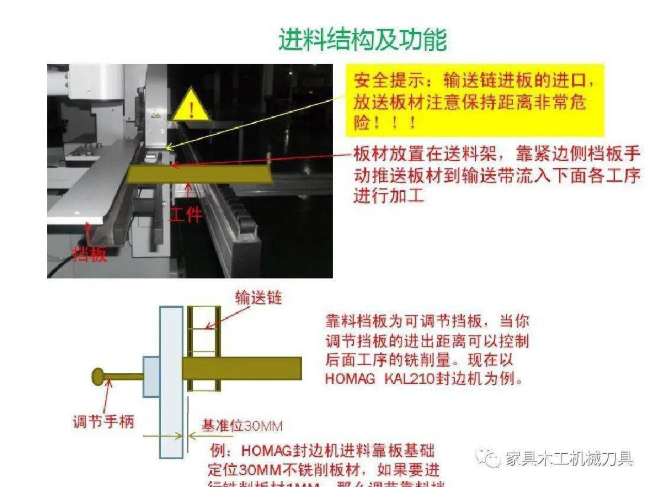
銑削量的大小根據被加工表面的加工情況進行調節,一般情況下銑刀加工量不能大于1mm。
調節方法:當銑邊不良時,可以通過升降調節手輪、調節絲桿、調節銑刀進行調節。
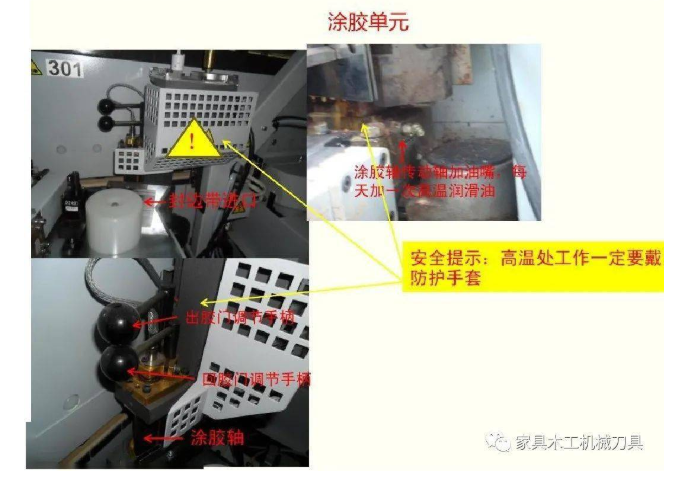
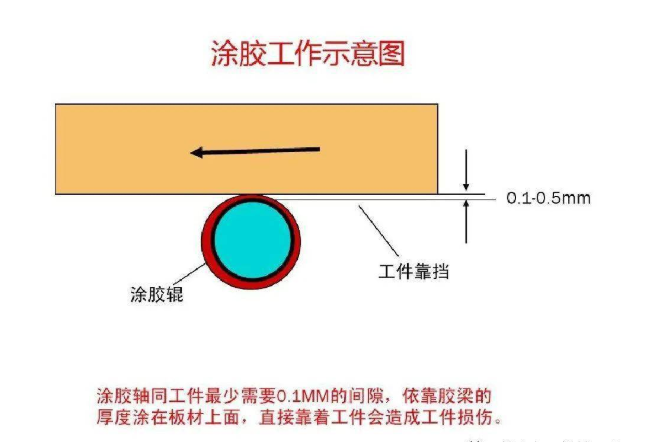
涂膠層薄厚調節
導向器工作面與待封邊面的垂直距離過小,會導致涂膠層過薄;反之若距離太大,則涂膠輥 不能完全將膠水涂于木板上。
調節方法:通過螺釘調節導向器的工作面與木板待封邊面的垂直距離。試封邊后,如果撕掉封邊帶,發現涂膠層太薄,封邊帶粘性不強,則增大導向器與木板的間隙;如果涂膠層不均勻,則減小間隙。
出膠量調節
當發現木板上表面或下表面沒有膠水時,則要調整涂膠輥使涂膠輥與木板待封面垂直。
調節方法:通過控制膠門與涂膠輥的間隙可以達到調節出膠量的目的,使涂在木板上的膠水均勻一致。 間隙越大,出膠量越多;間隙越小,出膠量越少。
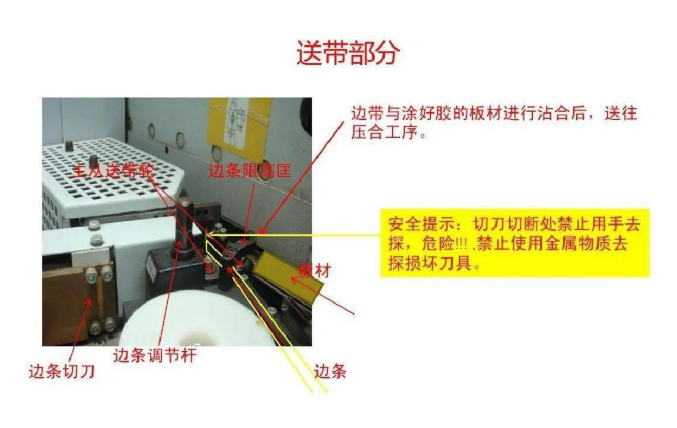
自動送帶調節
在更換不同寬度、不同厚度的封邊帶時都必須對自動送帶進行調節。
注意:在安裝封邊帶、重新開機等情況下,在第一塊木板封邊之前要確保封邊帶前端通過送帶輪且不超出截斷刀,否則在第一塊木板封邊時會造成部分機構的損壞。
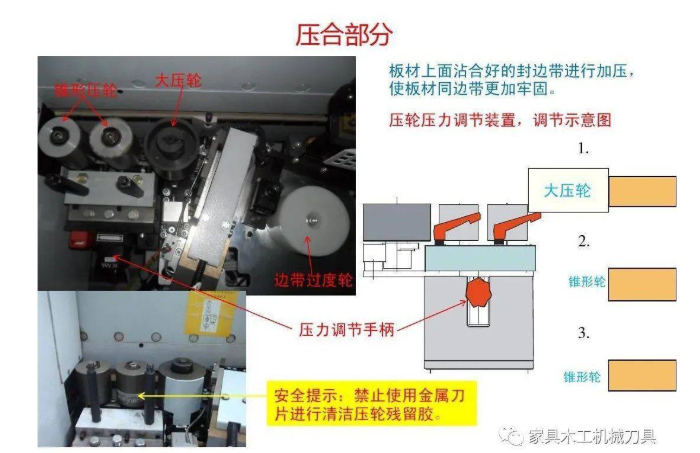
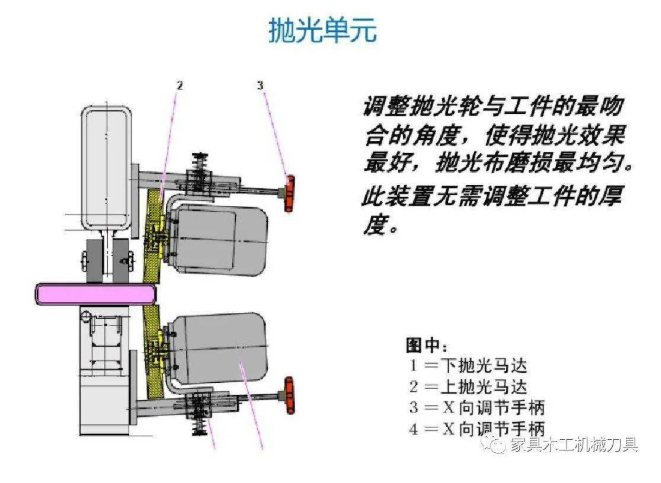
壓貼調節
當更換不同厚度的封邊帶時,要調整壓貼機構上的計數器。
調節方法:如果木板與封邊帶沒有完全貼合,表示壓輪沒有與木板的待封邊面沒有垂直。在這種情況下,就要通過調節螺釘,多次嘗試,仔細觀察壓輪與木板之間是否有縫隙。
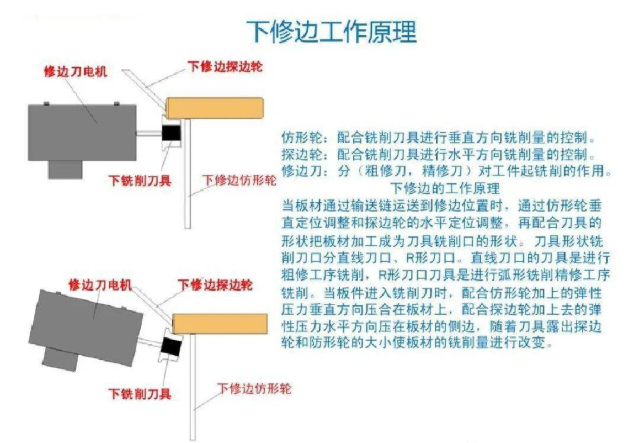
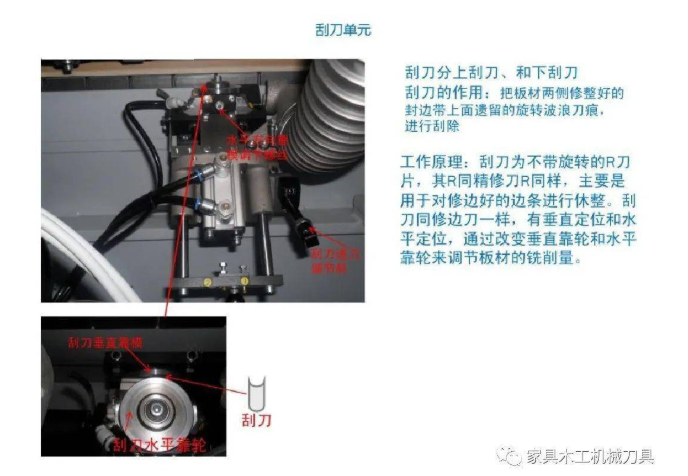
修邊調節
修邊刀有破損要及時更換,否則修邊不平衡會讓電機產生強烈的振動,造成多部件損壞。
注意:安裝新的修邊刀時,要特別注意電機旋向和修邊刀旋向的相對關系,如果修邊刀安裝反,容易導致修邊刀破損。
一臺設備也是需要養護和調試的,為了達到最好的封邊效果,建議按照廠家的要求去操作,經常保養,盡量做到一機一人,避免多人共用一臺設備。
本文標簽:
版權說明:如非注明,本站文章均為青島金宏森機械有限公司原創,轉載請注明出處和附帶封邊機結構培訓資料(二)本文鏈接。
 上一篇:封邊機結構培訓資料(一)
下一篇:木工刀具刃磨技術中的重點
上一篇:封邊機結構培訓資料(一)
下一篇:木工刀具刃磨技術中的重點