053288983878
13506391056
13506391056


1、上端和下端的精修組件,馬達功率0.75kw,馬達電壓220/380v,轉(zhuǎn)速18000r/min,刀徑65mm,倒角R2mm,刀齒數(shù)4。
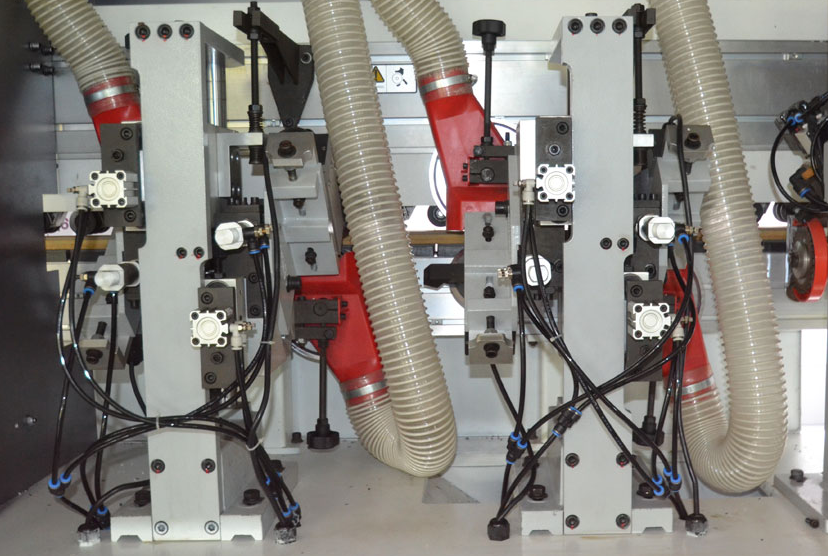
封邊機粗精修系統(tǒng)由一次修邊和二次修邊兩部分組成,一次修刀為平刀刃,二次修刀為圓弧刀,每個銑刀單位由下列部分組成,通過大仿形輪和小仿形輪導引,工件將由銑刀加工成型,壓膜將被銑切,刀具將逆向加工。它除掉仿形輪上的沉淀,刮板必須總是緊貼仿形輪。五星手柄使在封不同厚度的邊膜時調(diào)整機構(gòu)與工件之間的距離,出廠前夾帶厚度為2mm的邊膜,在封不同厚度的邊膜時只需將此邊膜換成要封的邊膜即可,無需調(diào)整五星手柄。
2、封邊機只允許合格的專業(yè)人員操作機械,遵守通用安全規(guī)章。在關(guān)閉主開關(guān)和高壓空氣后,對組件進行設(shè)置和更換刀具,鋒利的刀具會導致受傷,在打開消音罩是時,傳動裝置將被關(guān)閉,通過電力馬達制動迅速靜止,在關(guān)上消音罩時,傳動裝置將被重新開啟。再打開消音罩后30秒后在關(guān)閉,不然會出現(xiàn)故障,在生產(chǎn)開始前,開啟吸塵裝置。
3、一次修邊刀的調(diào)節(jié)(粗修)
為使二次修邊(即精修邊)時減少圓角的修邊切削量,從而得到更為圓滑的圓角,同時為了滿足不修圓角,而修平直邊的需要,增設(shè)此套粗修邊機構(gòu)。一次修邊刀為平刀刃,安裝和調(diào)試方法與二次修邊刀的安裝方法一樣,只是一次修邊刀刀刃直線與水平方向的夾角10度左右。
4、二次修邊刀的調(diào)節(jié)(精修)
當利用修邊機構(gòu)整修工件的R圓角時,只需將上修邊機構(gòu)和下修邊機構(gòu)的引數(shù)器設(shè)置與封邊帶的厚度相對碰即可。
5、粗精修系統(tǒng)錯誤原因查找
銑刀轉(zhuǎn)軸不運行檢查變流器沒開,馬達防護開關(guān)被觸發(fā)控制區(qū)有故障提示,SPS控制機器為空。
加工質(zhì)量不達標,刀具固定有為題,加工刀具不鋒利,不平衡,檢查仿形輪被污染或損壞,彈簧壓力不夠,刀具損壞等。
本文標簽:
版權(quán)說明:如非注明,本站文章均為青島金宏森機械有限公司原創(chuàng),轉(zhuǎn)載請注明出處和附帶封邊機粗精修系統(tǒng)功能和流程本文鏈接。
 上一篇:板材封邊很重要,冬季封邊要注意!
下一篇:封邊機開機前準備工作與膠鍋設(shè)置
上一篇:板材封邊很重要,冬季封邊要注意!
下一篇:封邊機開機前準備工作與膠鍋設(shè)置